
パナソニックの工場ソリューション
パナソニックのモノづくりの特徴は、商品開発から生産まで自社で一貫して行う体制。そして家電や照明、配線器具や空調機器など幅広い製品群に対応できる高い技術力です。
モノづくりにおいて何より優先されるのは安全性、その上で安定した品質と無駄のない量産化を目指して最新技術を取り入れ、脱炭素社会の実現にも貢献していきます。
3電池
世界初の試み
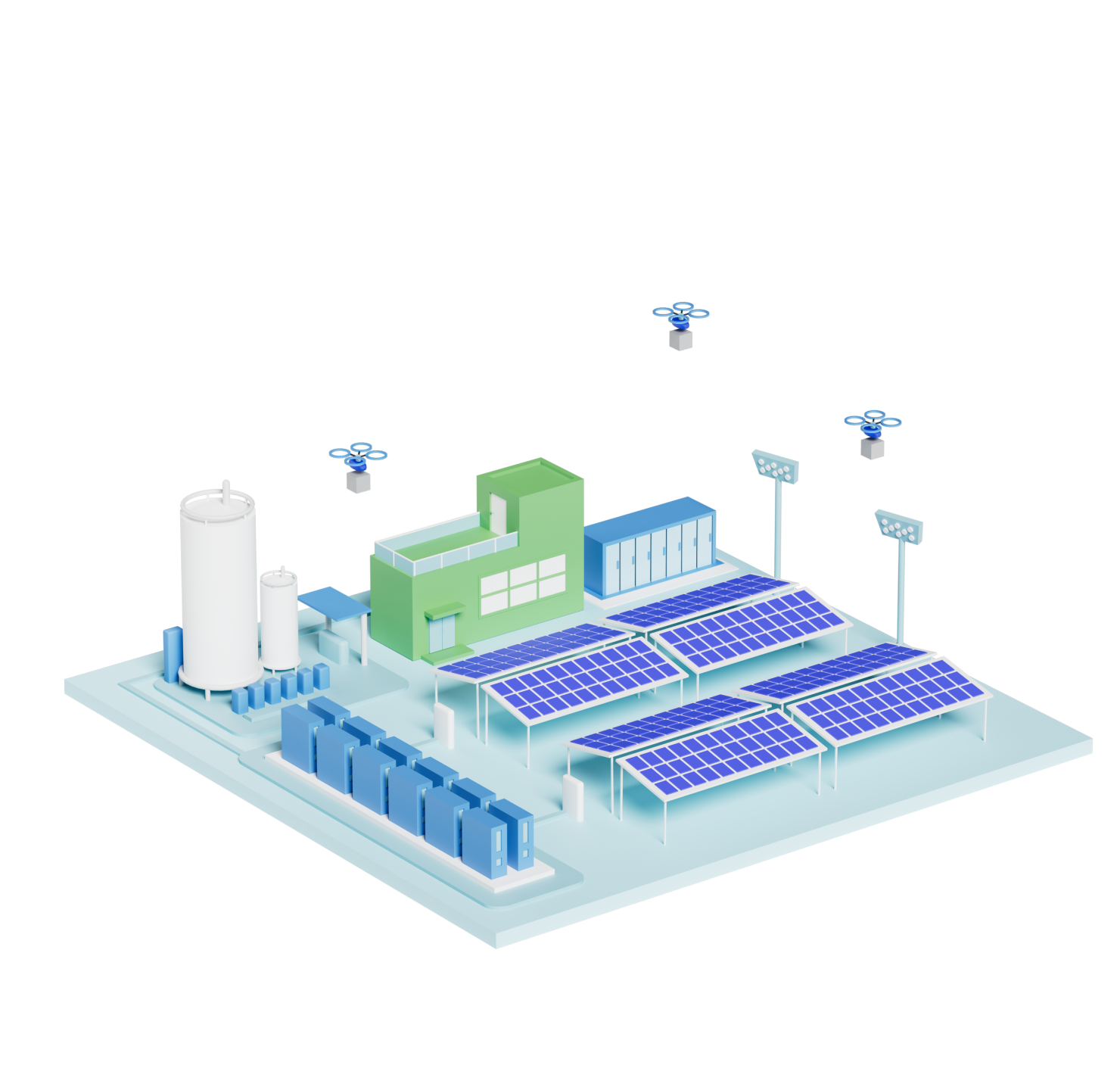
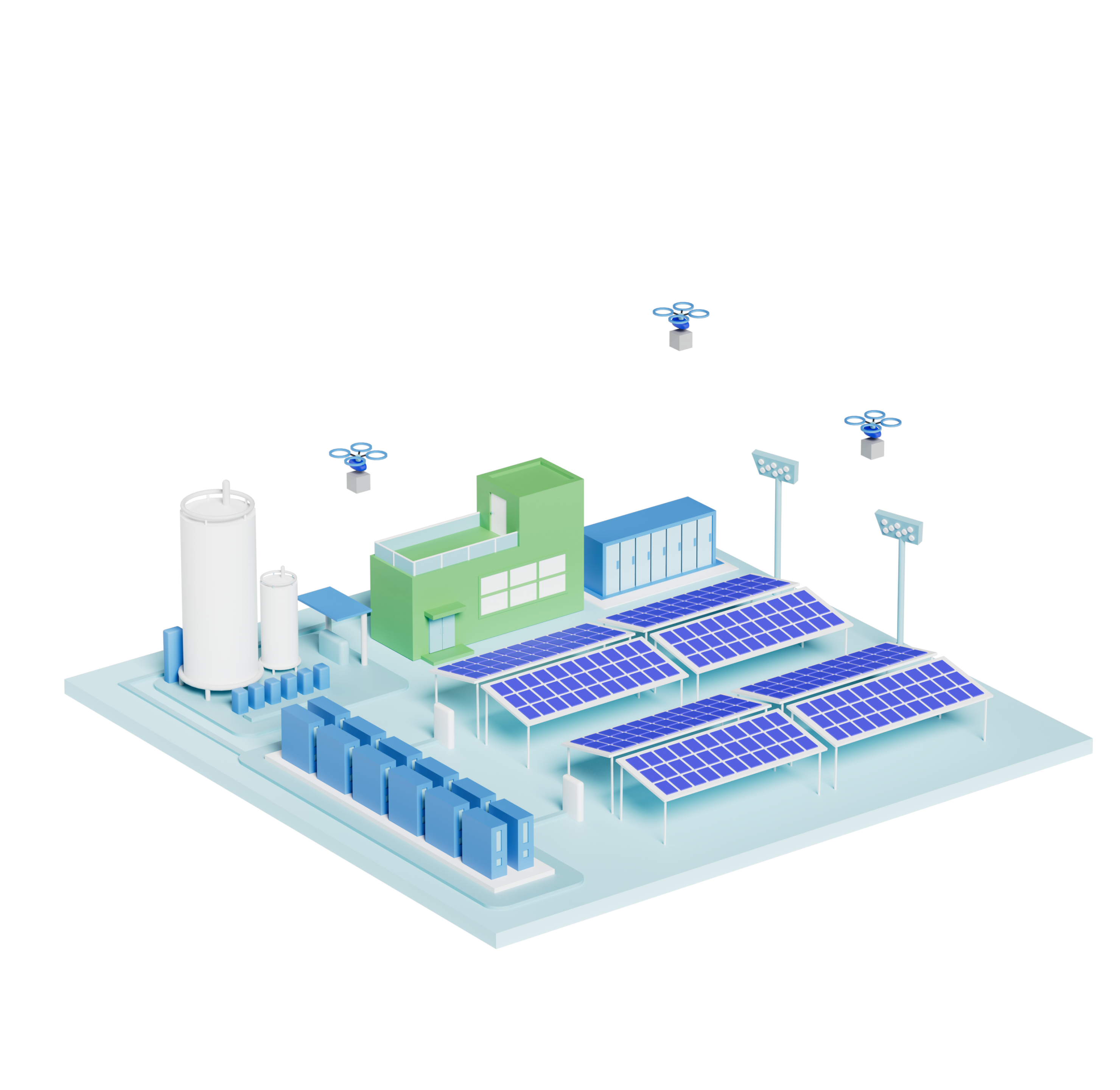
水素を活用する工場のRE100化
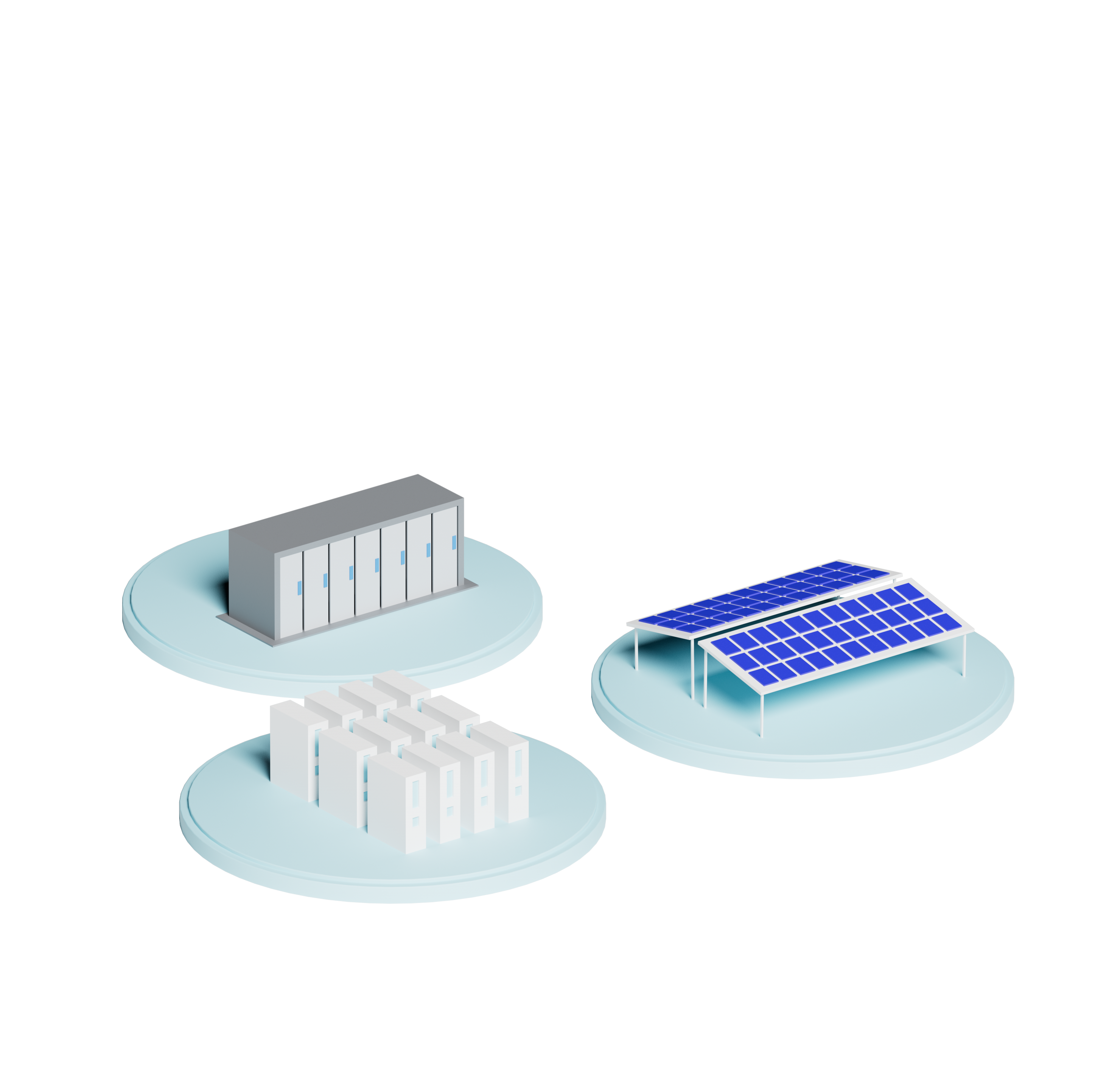
純水素型燃料電池と太陽電池を組み合わせた自家発電により、事業活動で消費するエネルギーを100%再生可能エネルギーで賄う「RE100ソリューション」実証施設「H2 KIBOU FIELD」は2022年4月15日より稼働しています。
本格的に水素を活用する工場のRE100化は、世界初の試みとなります。
今回、滋賀県草津拠点に5kW純水素型燃料電池99台(495kW)と太陽電池(約570kW)を組み合わせた自家発電設備、そして余剰電力を蓄えるリチウムイオン蓄電池(約1.1MWh)を備えた大規模な実証施設を設置しました。
ここで発電した電力で草津拠点内にある燃料電池工場の製造部門の全使用電力を賄うとともに、3電池連携による最適な電力需給運用に関する技術開発および検証を行います。

家電リサイクル
私たちが目指すものは
「ごみゼロのリサイクル」
私たちは使用済み家電の中から、まだ使える資源を効率的に取り出し、新しい商品の材料として再び役立てる「つくる→つかう→もどす→いかす」という循環型のしくみ確立の一翼を担っています。

合言葉は「トレジャーハンティング(宝探し)」
パナソニック エコテクノロジーセンター(PETEC)の仕事は、まさに「トレジャーハンティング」。役目を終えた家電の中から宝探しをする感覚で、できるだけ質の良いリサイクル素材や原料を取り出すことが役割です。
各家庭から回収されたこれらの使用済み家電は、全国にあるリサイクル工場へと集められます。PETECも、そんな工場のうちの一つです。





「商品から商品へ」のリサイクルを通じて
今、限られた地球資源を大切に活用し、めぐみ豊かな地球環境を次の世代へと引き継げるよう、循環型のしくみづくりが求められています。
PETECは、そんな未来に一歩でも近づきたいという願いのもと、ごみの減量と再資源化に取り組んでいます。
PETECは、これらの使用済み家電から、再び新しい商品を作り出す材料としての資源を、素材ごとに分別、回収しています。
これが、PETECの目指している「商品から商品へ」のリサイクル。つまり「つくる→つかう→すてる」の一方通行ではなく、「つくる→つかう→もどす→いかす」という流れで貴重な資源を循環させて、「ごみゼロ」を実現するためのリサイクルなのです。
そのためにPETECでは、新しいリサイクル技術の研究開発にも力を入れています。
また、実際のリサイクル現場で分かったことをパナソニックグループの商品開発部門とも共有し、新しい商品をつくる際に役立てています。
自社製造ライン
新しい工場のかたちを目指し、
課題を超えていく
蒸気機関・電力・コンピューターと、新技術開発によってステージを上げてきた現代社会は、IoTやAIによって第四次産業革命(Industry4.0)を迎えています。
ここで重要なのは、すべてのモノがインターネットにつながり、クラウドに集められたデータによって最適化・自動化されること。新しい工場のかたちである、スマートファクトリーのためのインフラ整備が急がれています。
工場のIoT化を実現するためには、新たな情報配線が必要になります。しかし、無線LANを使用するにしても、膨大な数の機器を限られた帯域で使用すると、通信速度が遅くなる課題があります。
パナソニックが開発したHD-PLCで、
工場の自動化、IoT化を実現
パナソニックは、電源線に信号をのせて通信するPLC(Power Line Communication )を、より高速で信頼性の高い通信方式に進化させました。それがHD-PLCです。
HD-PLCは既設電源線を利用して様々な機器を接続できるので、情報配線工事のコストを削減し、通信速度も確保。
コンセントを挿すだけで、計測器、センサー、工作機器などをインターネットに接続することができ、工場のIoT環境を実現します。
パナソニック エレクトリックワークス社の海外電材の生産設備を構えるインドのスリシティ工場は自動化、IoT化を全面的に採用したスマートファクトリーを実現。
生産数量や稼働率をIoTで一元管理し、在庫状況をリアルタイムで把握します。
製造工程においては自動取り出しロボットの活用や、自動運搬車での収集など、自動化を徹底。
組み立て工程では日本製、インド製、中国製の設備を使い分け、日本の津工場で開発した高速組み立て機も導入。
中でも約1万箱、約2000パレットの収容能力を持つ自動倉庫は、生産管理システムと工場IoTシステムとの連動により、リアルタイムで在庫を監視しています。